Posiadamy nowoczesny park maszynowy do obróbki metali i tworzyw sztucznych. Wykonujemy specjalistyczne i skomplikowane elementy będące komponentami maszyn i urządzeń. Nasze zaplecze technologiczne pozwala spełniać oczekiwania szerokiej gamy klientów, a wyspecjalizowana kadra potrafi sprostać nawet najbardziej specyficznym zleceniom. Dbamy o każdy detal i zapewniamy szybkie terminy realizacji.
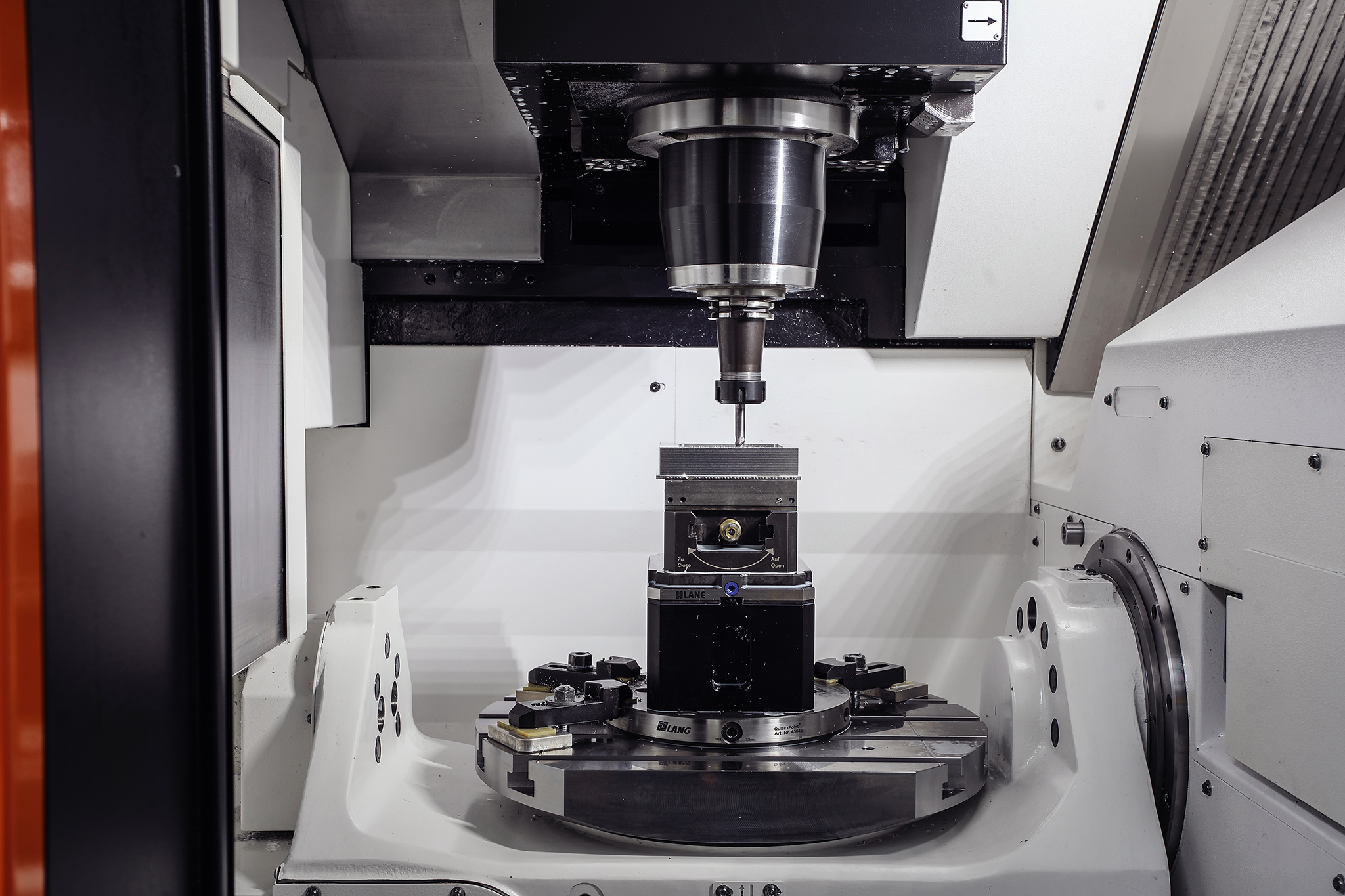
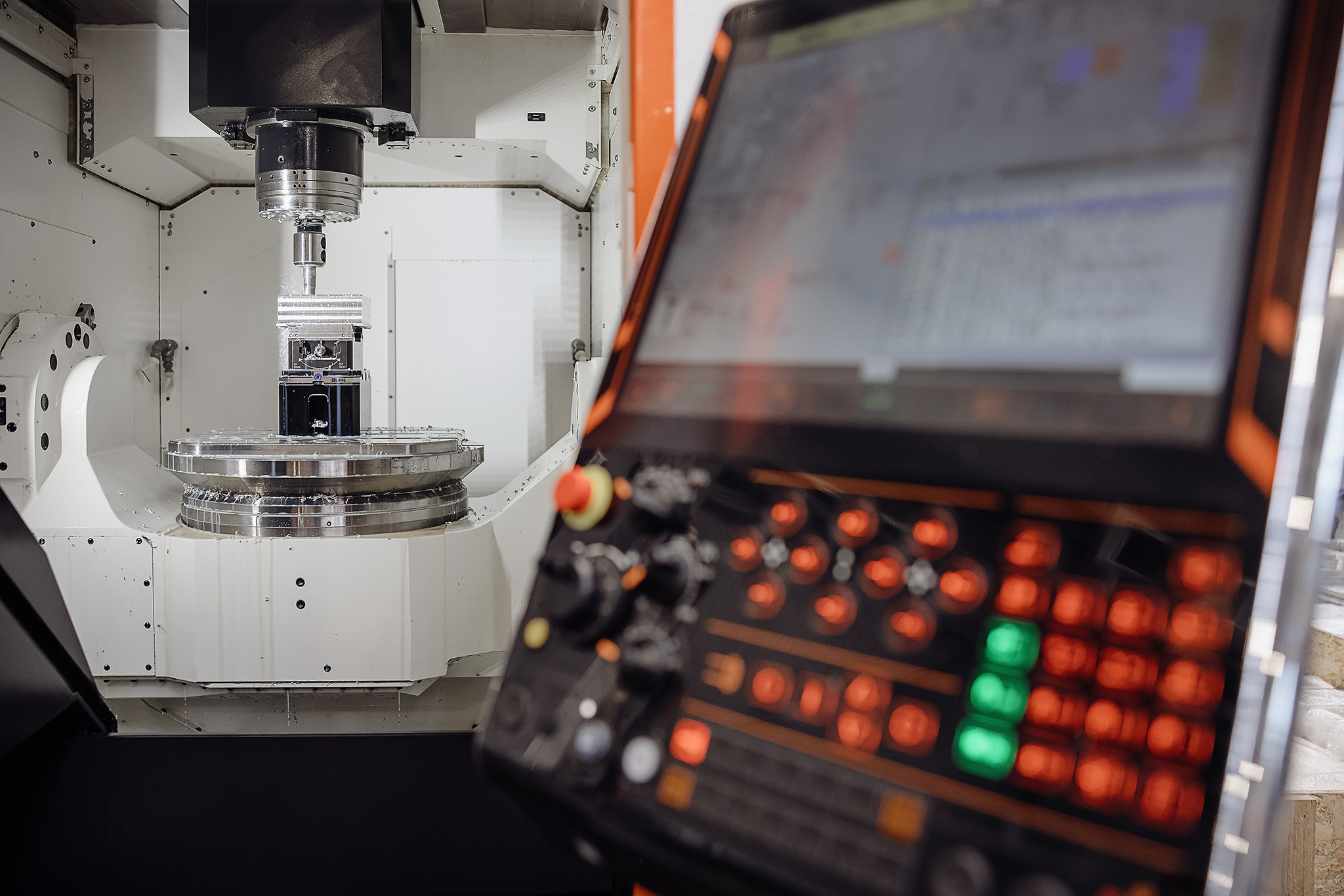
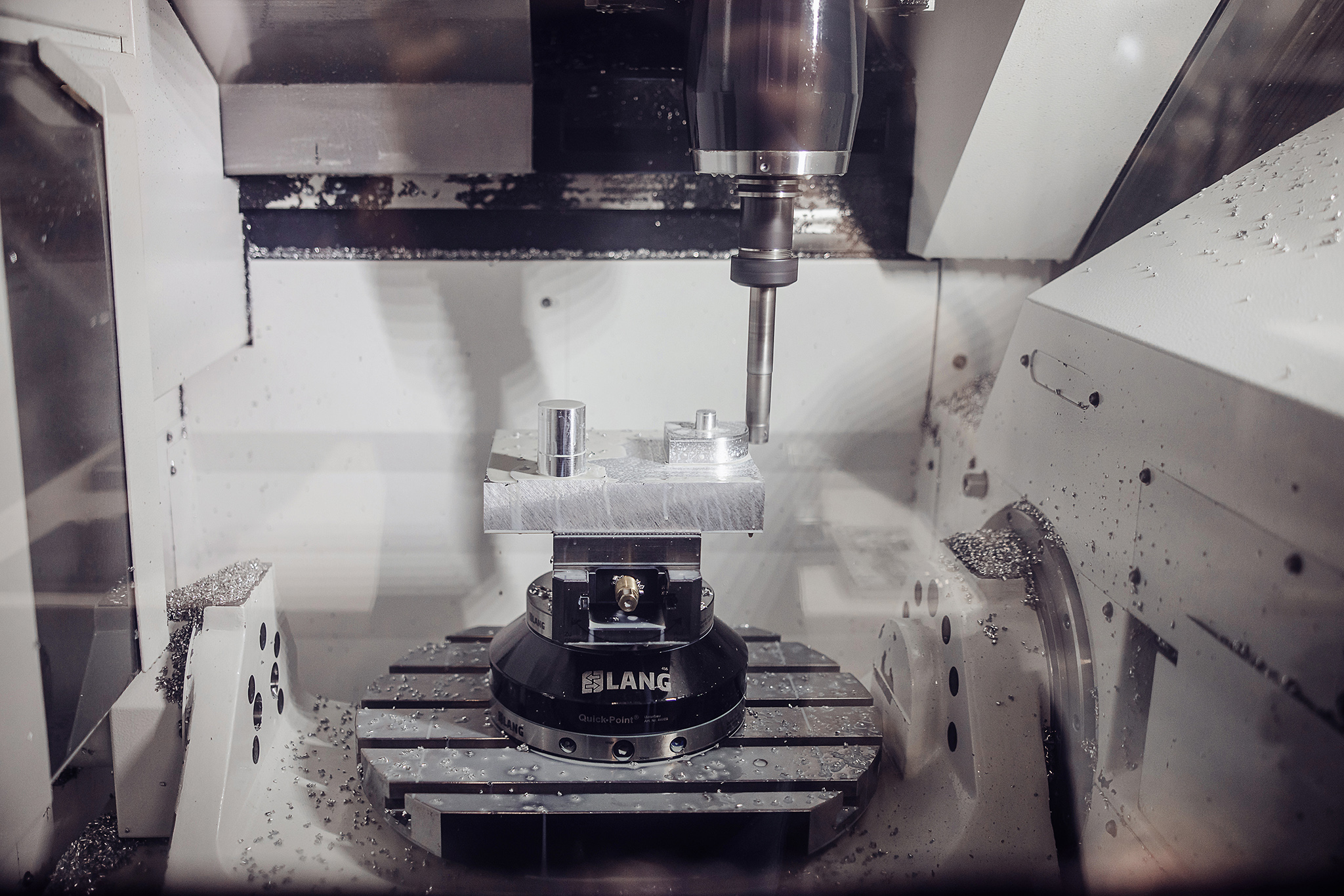
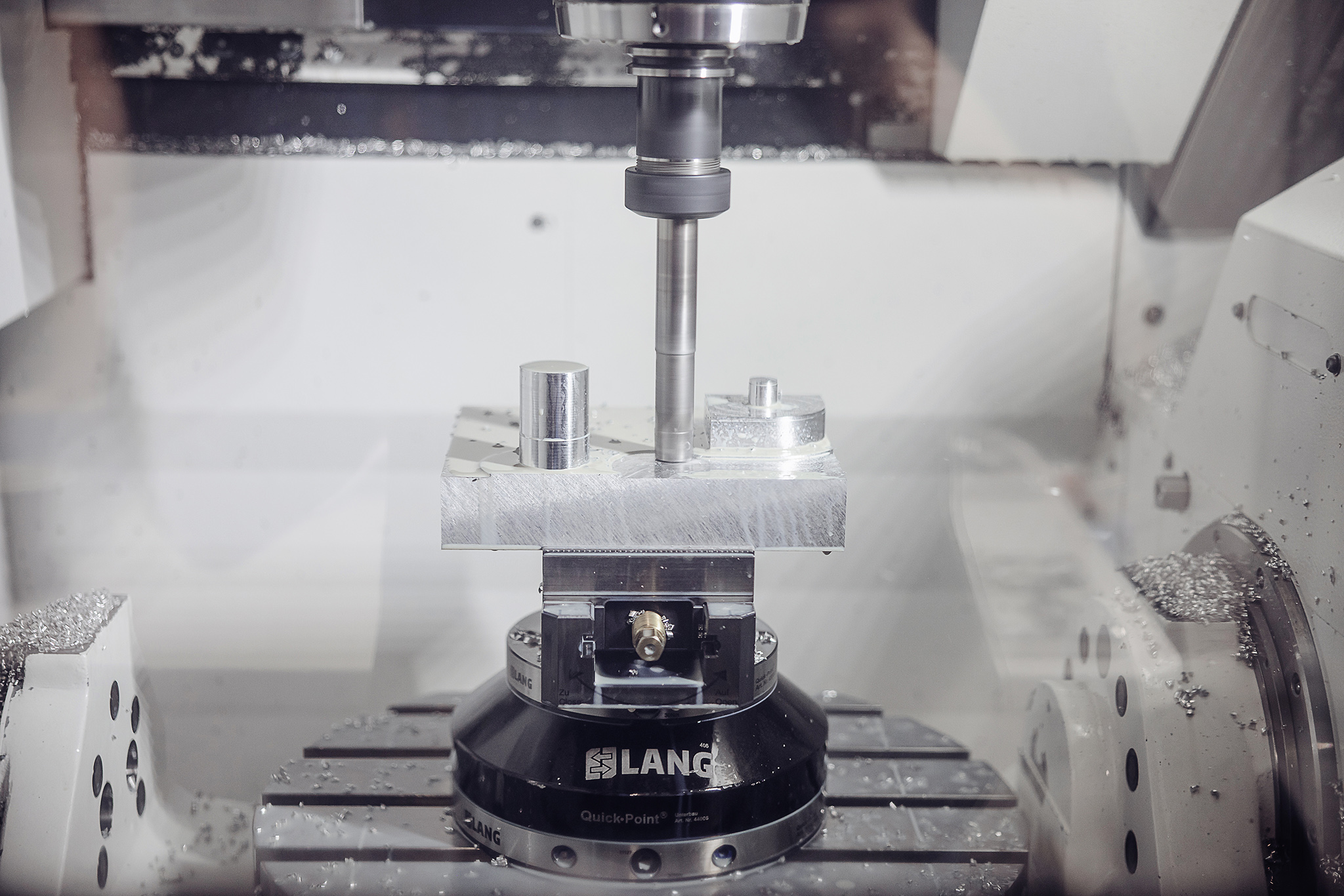
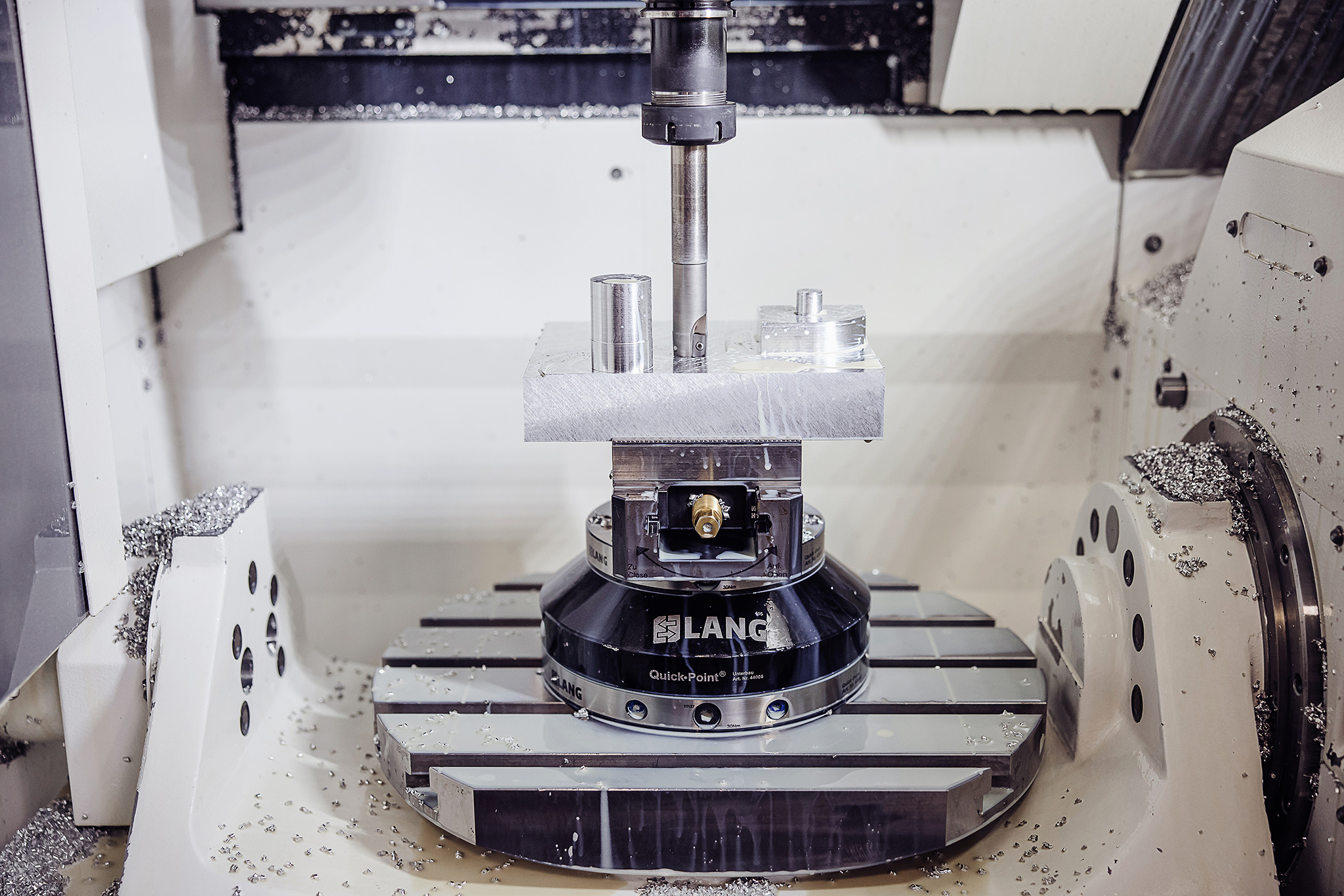
5-osiowej obróbki
4-osiowej obróbki
3-osiowej obróbki
Toczenia
Frezowania
cięcie technologią WATERJET
Jeśli jesteś zainteresowany którąś z tych usług, lub chciałbyś wejść z nami we współpracę w zakresie gięcia blach, spawania metodą MIG/MAG, itd. zapraszamy do kontaktu!